Son aquellos productos ferrosos cuyo tanto por ciento de carbono está comprendido entre 0.05% y 1.7%, el acero endurece por el temple y una vez templado, tiene la propiedad de que si se calienta de nuevo y se enfría lentamente, disminuye su dureza. El acero funde entre los 1400 y 1500°C, y se puede moldear con más facilidad que el hierro.
Los Aceros se pueden clasificar según se obtengan en estado sólido: ensoldados, batidos o forjados, o en estado liquido, en hierros o aceros de fusión y homogéneos. También se clasifican según su composición química, en aceros originarios, al carbono y especiales.
La proporción de carbono influye sobre las características del metal. Se distinguen dos grandes familias de acero: los aceros aleados y los no aleados. Existe una aleación cuando los elementos químicos distintos al carbono se adicionan al hierro según una dosificación mínima variable para cada uno de ellos.
Por ejemplo el 0.5% para el silicio, el 0.08% para el molibdeno, el 10.5% para el cromo. De esta manera una aleación del 17% de cromo mas 8% níquel constituye un acero inoxidable. Y por eso no hay un acero sino múltiples aceros.
La diferencia fundamental entre ambos materiales es que los aceros son, por su ductilidad, fácilmente deformables en caliente utilizando forjado, laminación o extorsión, mientras que las fundiciones son frágiles y se fabrican generalmente por moldeo. Además de los componentes principales indicados, los aceros incorporan otros elementos químicos. Algunos son perjudiciales (Impurezas) y provienen de la chatarra, el mineral o el combustible empleado en el proceso de fabricación; es el caso del azufre y el fósforo. Otros se añaden intencionalmente para la mejora de alguna de las características del acero (Aleantes); pueden utilizarse para incrementar la resistencia, la ductilidad, la dureza.. etc, o para facilitar algún proceso de fabricación como puede ser el mecanizado. Elementos habituales para estos fines son el níquel, el cromo, el molibdeno y otros. El acero es actualmente la aleación más importante, empleándose de forma intensiva en numerosas aplicaciones, aunque su utilización se ve condicionada en determinadas circunstancias por las ventajas técnicas o económicas específicas que ofrecen otros materiales, el aluminio cuando se requiere mayor ligereza y resistencia a la corrosión, el hormigón armado por su mayor resistencia al fuego, los materiales cerámicos en aplicaciones a altas temperaturas. Aún así siguen empleándose extensamente ya que existen abundantes yacimientos de minerales de hierros suficientemente ricos, puros y fáciles de explotar.
EL ACERO A BASE DE CHATARRA
Existe la posibilidad de reciclar la chatarra para la obtención del Acero ya que los procedimientos de fabricación son relativamente simples y económicos.
Presentan una interesante combinación de propiedades mecánicas, las que pueden modificarse dentro de un amplio rango variando los componentes de la aleación o aplicando tratamientos.
Su plasticidad permite obtener piezas de formas geométricas complejas con relativa facilidad, la experiencia acumulada en su utilización permite realizar predicciones de su comportamiento, reduciendo costos de diseño y plazos de puesta en el mercado.
En este proceso, la materia prima es la chatarra, a la que se le presta una especial atención, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepción del material en fábrica.
La calidad de la chatarra depende de tres factores:
De su facilidad para ser cargada en el horno;
De su comportamiento de fusión (densidad de la chatarra, tamaño, espesor, forma, etc.);
De su composición, siendo fundamental la presencia de elementos residuales que sean difíciles de eliminar en el proceso del horno.
Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos:
a) Chatarra reciclada: formada por despuntes, rechazos, etc. originados en la propia fábrica. Se trata de una chatarra de excelente calidad.
b) Chatarra de transformación: producida durante la fabricación de piezas y componentes de acero (virutas de máquinas herramientas, recortes de prensas y guillotinas, etc.).
c) Chatarra de recuperación: suele ser la mayor parte de la chatarra que se emplea en la acería y procede del desguace de edificios con estructura de acero, plantas industriales, barcos, automóviles, electrodomésticos, etc.
Principios básicos para la obtención del acero
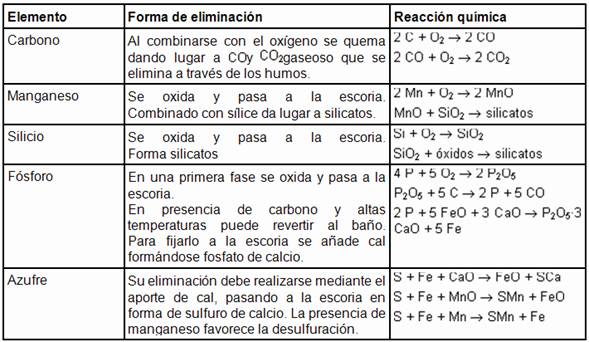
La obtención del acero pasa por la eliminación de las impurezas que se encuentran en el arrabio o en las chatarras, y por el control, dentro de unos límites especificados según el tipo de acero, de los contenidos de los elementos que influyen en sus propiedades. Las reacciones químicas que se producen durante el proceso de fabricación del acero requieren temperaturas superiores a los 1000 ºC para poder eliminar las sustancias perjudiciales, bien en forma gaseosa o bien trasladándolas del baño a la escoria.
Principales reacciones químicas en el afino
FABRICACIÓN EN HORNO ELÉCTRICO
La fabricación del acero en horno eléctrico se base en la fusión de las chatarras por medio de una corriente eléctrica, y al afino posterior del baño fundido.
El horno eléctrico
El horno eléctrico consiste en un gran recipiente cilíndrico de chapa gruesa (15 a 30 mm de espesor) forrado de material refractario que forma la solera que alberga el baño de acero líquido y escoria. El resto del horno está formado por paneles refrigerados por agua. La bóveda es desplazable para permitir la carga de la chatarra a través de unas cestas adecuadas.
El horno va montado sobre una estructura oscilante que le permite bascular para proceder al sangrado de la escoria y el vaciado del baño.
PROCESO DE FABRICACIÓN DEL ACERO
El proceso de fabricación se divide básicamente en dos fases: la fase de fusión y la fase de afino.
Fase de fusión
Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bóveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, haciéndose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada.
Fase de afino
El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara.
En el primer afino se analiza la composición del baño fundido y se procede a la eliminación de impurezas y elementos indeseables (silicio, manganeso, fósforo, etc.) y realizar un primer ajuste de la composición química por medio de la adición de ferroaleaciones que contienen los elementos necesarios (cromo, niquel, molibdeno, vanadio, titanio, etc.).
El acero obtenido se vacía en una cuchara de colada, revestida de material refractario, que hace la función de cuba de un segundo horno de afino en el que termina de ajustarse la composición del acero y de dársele la temperatura adecuada para la siguiente fase en el proceso de fabricación.
El control del proceso
Para obtener un acero de calidad el proceso debe controlarse en todas sus fases empezando, como ya se ha comentado, por un estricto control de las materias primas cargadas en el horno.
Durante el proceso se toman varias muestras del baño y de las escorias para comprobar la marcha del afino y poder ir ajustando la composición del acero. Para ello se utilizan técnicas instrumentales de análisis (espectómetros) que permiten obtener resultados en un corto espacio de tiempo, haciendo posible un control a tiempo real y la adopción de las correcciones precisas de forma casi instantánea, lográndose así la composición química deseada. Los dos elementos que más pueden influir en las características y propiedades del acero obtenido, el carbono y el azufre, se controlan de forma adicional mediante un aparato de combustión LECO. Pero además de la composición del baño y de la escoria, se controla de forma rigurosa la temperatura del baño, pues es la que determina las condiciones y la velocidad a la que se producen las distintas reacciones químicas durante el afino.
La colada continua es un procedimiento siderúrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar.
La artesa receptora tiene un orificio de fondo, por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales dispone de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento.
Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fría primero, y al aire después, cortándose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte.
Finalmente, se identifican todas las palanquillas con el número de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar la trazabilidad del producto, vigilándose la cuadratura de su sección, la sanidad interna, la ausencia de defectos externos y la longitud obtenida.
IMPUREZAS DEL ACERO
Se denomina impurezas a todos los elementos indeseables en la composición de los aceros. Se encuentran en los aceros y también en las fundiciones como consecuencia de que están presentes en los minerales o los combustibles. Se procura eliminarlas o reducir su contenido debido a que son perjudiciales para las propiedades de la aleación. En los casos en los que eliminarlas resulte imposible o sea demasiado costoso, se admite su presencia en cantidades mínimas.
Azufre
Límite máximo aproximado 0,04%. El azufre forma con el hierro sulfuro, el que conjuntamente con la austenita da lugar a un eutéctico cuyo punto de fusión es bajo y que por lo tanto aparece en bordes de grano. Cuando los lingotes de acero colado deben ser laminados en caliente, dicho eutéctico se encuentra en estado líquido, lo que provoca el desgranamiento del material.
Fósforo
Límite máximo aproximado: 0,04%. El fósforo resulta perjudicial ya sea al disolverse en la ferrita, pues disminuye la ductilidad, como así también por formar PFe3 (Fosfuro de hierro). El fosfuro de hierro forma junto con la austenita y la cementita un eutéctico ternario denominado esteadita el cual es sumamente frágil y posee punto de fusión relativamente bajo, por lo cual aparece en bordes de grano, transmitiéndole al material su fragilidad.
PROCESO DE PRODUCCIÓN Y OBTENCIÓN DEL ACERO
El acero se fabrica partiendo de la fundición o hierro colado, éste es muy impuro, pues contiene excesiva cantidad de carbono, silicio, fósforo y azufre, elementos que perjudican considerablemente la resistencia del acero y reducen el campo de sus aplicaciones.
La fabricación verdadera del acero se inició hacia 1856, cuando se introdujo en la siderurgia el empleo del convertidor Bessemer, consistente en un recipiente de gran capacidad y de forma de pera, de paredes de hierro y fondo provisto de numerosos orificios, a través de los cuales se hacía llegar una potente corriente de aire, que removía con violencia la masa de hierro colado fundido que llenaba el convertidor.
Más modernos aún son los aceros eléctricos, obtenidos en hornos eléctricos, en éstos se afina el acero obtenido en los hornos Martín Siemens, y se le recarbura con carbono puro o aglomerados de limaduras de hierro y carbón vegetal. Las propiedades del acero se modifican con relativa facilidad, calentándolo a temperatura próxima a 1.000 °C y sumergiéndolo con rapidez en agua, aceite o mercurio fríos (temple) se aumenta su elasticidad; si, por el contrario, se le calienta a elevada temperatura y se le deja enfriar lentamente (recocido) se obtiene acero menos elástico pero más tenaz y resistente al choque.
El acero es una aleación de hierro y carbono, esto, es, un carburo de hierro, por eso no existe de él un tipo único; sus propiedades (tenacidad, elasticidad, etc.) varían según el contenido de carbono y la clase empleada en su fabricación (martensita, perlita, ferrita o hierro puro), también influye en él, el método seguido en su fabricación. Existen aceros duros, rápidos (resistentes a la lima), etc. El acero es de gran importancia a causa de las múltiples aplicaciones que recibe. Se pueden modificar sus propiedades aleándolo con otros metales; de este modo se obtienen los aceros especiales.
El acero líquido se elabora a partir del mineral (procedimiento de fundición) o de chatarras (procedimiento eléctrico).
A continuación, el acero líquido se solidifica por moldeo en una máquina de colada continua.
A la salida, se obtienen los SEMI-PRODUCTOS: barras de sección rectangular (desbastes) o cuadrada (tochos o palanquillas), que son las piezas en bruto de las formas finales.
Por último, las piezas en bruto se transforman en PRODUCTOS TERMINADOS mediante el laminado, y algunos de ellos se someten a tratamiento térmico. Más de la mitad de las planchas laminadas en caliente son relaminadas en frío y eventualmente reciben un revestimiento de protección anticorrosión.
Ensayos de tracción (estáticos)
Aceros ordinarios
Mide la tenacidad y plasticidad del material. Consiste en el estiramiento de una probeta normalizado mediante carga axil y conjuntamente se va dibujando una gráfica llamada diagrama de tensiones. Se destacan en el ensayo para barra lisa y acero ordinario tres etapas definidas:
límite de proporcionalidad (comportamiento elástico)
límite de fluencia (cedencia)
límite de tenacidad (estricción y rotura).
La plasticidad del material se manifiesta en el alargamiento relativo (d) y en la estricción del área (e).
Alargamiento de rotura dr = L1 - L0 / L0 x 100
Estricción de rotura er = F0 - F1 / F0 x 100
L0 y F0 = dimensiones iniciales.
L1 y F1 = dimensiones después de la rotura.
La relación f = P / F0 nos indica los valores tensionales en los puntos relevantes del diagrama.
La capacidad del material de oponerse a su deformación por acciones externas se denomina módulo de elasticidad y se representa por la letra E. Su valor es el del ángulo (a) que forma la gráfica en su período elástico con el eje de los alargamientos y se expresa en kg/cm2. Cada material tiene un valor determinado de E que lo caracteriza.
Aceros de alta resistencia
Consiste en procedimientos destinados a la elevación del límite elástico.
a) Aceros de dureza natural
En este tipo de acero se observa aún cierta distorsión de la gráfica en la etapa última del período lineal con la aparición del escalón de plasticidad en el cual se ubica el límite elástico aparente (fy). La tensión de rotura (fs) se produce con una menor deformación que la exhibida en los aceros ordinarios como también sucede en la rotura física del material ( tensión última).
b) Aceros endurecidos en frío
En este ensayo también se observa la disminución de las propiedades de alargamiento como asimismo la pérdida del escalón de plasticidad, lo cual lleva al diagrama a presentar un recorrido curvilíneo. El límite elástico aparente en este caso pasa a ser un límite elástico convencional (fy) obtenido a partir del punto de deformación remanente propio del proceso de producción.
2. Ensayo de dureza (estatico):
Este ensayo mide la capacidad del material de resistir la penetración.
DUREZA BRINELL
Consiste en la huella (d) que produce sobre la probeta de ensayo una esfera de acero templado de diámetro normalizado (D) accionada por prensa hidráulica.
El número de dureza (N) está dado por la relación entre la huella producida y el diámetro original de la esfera. N = d / D
DUREZA ROCKWELL
Consiste en la penetración de una esfera (material blando) o cono de diamante (material duro) a través de una carga en dos etapas sucesivas.
P = carga preliminar P1 = carga fundamental
El número de dureza corresponde a la diferencia entre la profundidad de penetración de ambas. N = P1 - P
DUREZA VICKERS
Se usa para medir profundidad de recubrimientos de capas exteriores o piezas de sección pequeña. Los valores son de lectura microscópica, no siendo aplicables en materiales de construcción.
3. Ensayo de resiliencia (dinamico)
Péndulo de Charpy.
1. Bancada
2. Probeta
3. Péndulo
4. Escala
Permite conocer la resistencia del material a la rotura por impacto. Se realiza a través del Péndulo de Charpy, que mide la energía gastada en el ensayo. La masa Q cae desde la altura H, rompiendo la probeta en su entalladura (F) y siguiendo su ascenso hasta una altura (h).
El valor de la energía gastada A = Q.H - Q.h ----- A = Q. (H - h)
La risilencia Rk = Q. ( H - h ) / F = kgm / cm2 ----- Rk = A / f
En materiales frágiles el valor Rk es pequeño.
En materiales deformables el valor Rk es alto.
4. Ensayo de fatiga (periodico):
Las acciones actuantes sobre el material adoptan cíclicamente valores extremos, lo que va determinando en el período elástico acumulación de deformaciones residuales por aplicación de cargas previa recuperación elástica.
Este fenómeno denominado Histéresis produce la rotura de la pieza por fatiga (acumulación de esfuerzo de la misma). Se ejecuta mediante rotación de la probeta ( 5.000.000 de ciclos).
5. Ensayo de fluencia:
Consiste en la deformación gradual de tamaño y forma con esfuerzos generalmente bajos. Se realiza por calentamiento de la probeta y aplicando cargas.